Need shirts for a launch event next week, tournament jerseys by Friday, or branded merch that looks sharp under bright lights and still holds up after repeated wear? Dye sublimation apparel is usually the answer when the goal is bold color, soft feel, and a print that doesn’t sit on top of the shirt like a patch.
That matters more than ever because demand for this kind of customization keeps climbing. The global dye sublimated apparel market was valued at USD 4.21 billion in 2022 and is projected to grow at a 12.3% CAGR from 2023 to 2030, reaching USD 10.67 billion according to Grand View Research’s dye sublimated apparel market analysis. Creative brands, sports teams, and event planners aren’t chasing it because it’s trendy. They’re choosing it because it solves a real problem.
The problem is familiar. A shirt looks good on day one, then the print starts to crack, peel, or feel heavy. Colors flatten out. Fine details disappear. A premium concept ends up looking temporary.
Sublimation changes that equation when the garment and artwork are right for the process. It’s one of the few methods that can deliver full-color, edge-to-edge visuals while keeping the fabric breathable. For performance wear, promotional apparel, artist merch, and rush event gear, that combination is hard to beat.
At T-Shirt Envy, Quick, Quality, Printing!™ has to mean more than speed. Fast only helps when the print method fits the project. The practical side of dye sublimation apparel is what most buyers need to understand. Which fabrics work. Which ones fail. What happens on customer-supplied garments. How hybrid decoration can go wrong. And when another print method makes more sense.
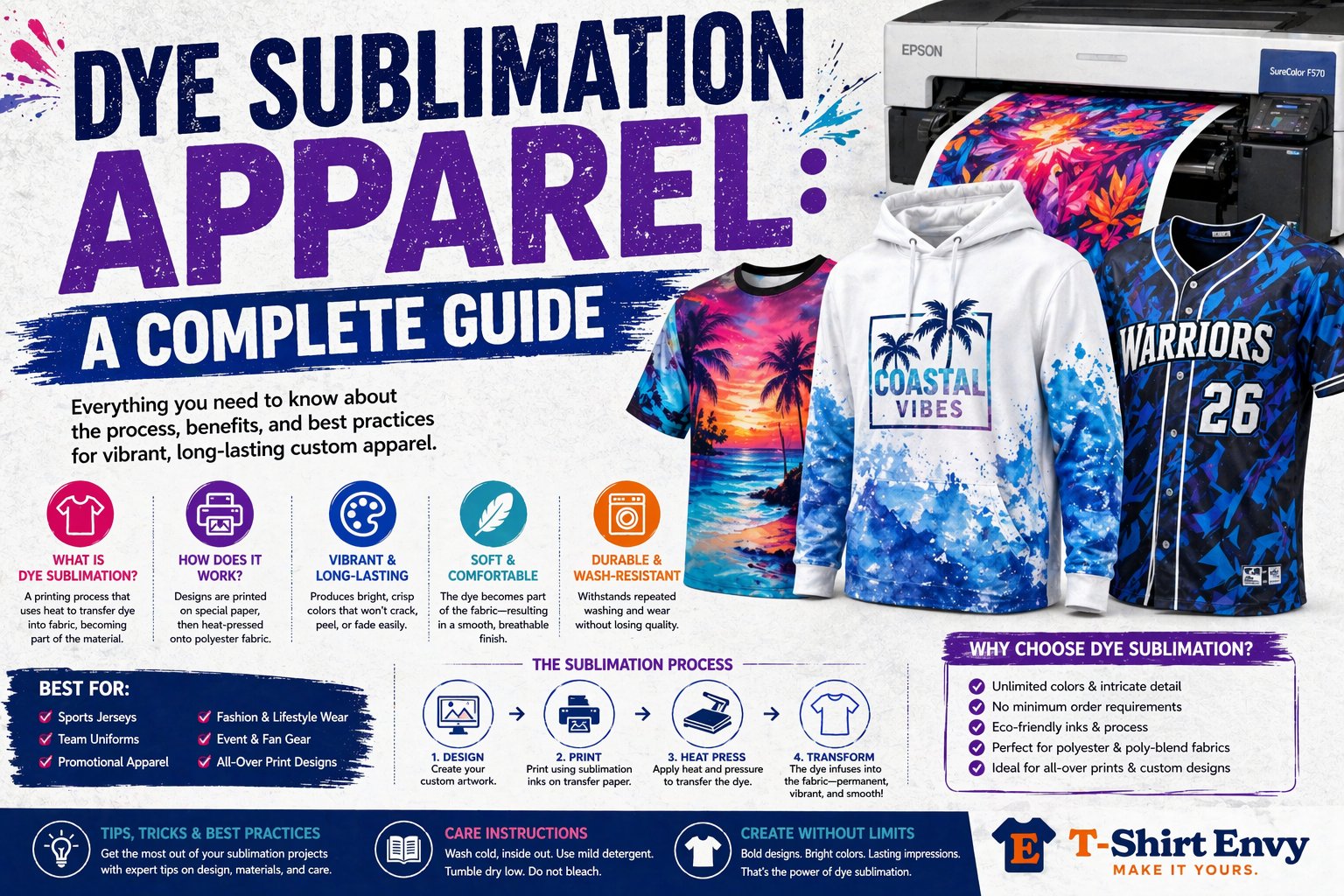
Introduction Why Your Big Idea Deserves Brilliant Color
A lot of apparel orders start with the same pressure point. You’ve got a real deadline, a real audience, and no room for merchandise that looks average. Maybe it’s a startup preparing for a trade show, a coach ordering team tops, or an event organizer trying to make volunteers, vendors, and sponsors look coordinated without settling for dull graphics.
The appeal of sublimation is simple. It produces apparel with color that feels built into the shirt instead of laid on top of it. That’s a major reason personalized apparel demand keeps rising.
When first impressions carry the whole project
For a brand launch, a faded print sends the wrong message. For a race shirt, a heavy ink layer can make the garment less comfortable. For a team jersey, weak color separation can muddy names, numbers, and sponsor logos.
Sublimation fits projects where you need:
Photographic color: Gradients, textures, and multi-color artwork reproduce cleanly.
Breathable wear: The print doesn’t create a thick surface layer.
Durability: The design is made to last through use and washing on the right fabric.
Coverage: Full-panel and all-over artwork are possible in ways many decorators can’t match.
Practical rule: If the shirt itself is part of the visual experience, not just a blank canvas, sublimation deserves a serious look.
Why entrepreneurs and event planners keep asking for it
The strongest sublimation jobs usually come from buyers who care about presentation and speed at the same time. They don’t want generic tees. They want apparel that feels specific to the moment. That could mean branded athletic tops, staff polos with vivid pattern work, artist merch with detailed illustration, or promotional apparel that needs to pop in photos.
This is also where clear guidance matters. Sublimation can look incredible. It can also disappoint if someone tries to force it onto the wrong garment or sends artwork that wasn’t prepared for print.
That’s why the practical details matter more than the buzz around the process.
The Science of Sublimation How It Becomes Part of the Shirt
Rush jobs and detail-heavy artwork leave very little room for print problems. If a sponsor logo shifts, a gradient bands, or a name panel feels heavy on the shirt, the finished piece looks off right away. Sublimation works well for these projects because the color is driven into the polyester under heat instead of being laid on top like a separate coating.
The basic mechanics are straightforward. Artwork is printed in reverse onto transfer paper with sublimation ink. Under heat and pressure, that ink turns into gas and bonds with the polyester fibers. Once the press cycle is done, the color is inside the fabric structure rather than sitting on the surface.
That difference affects the result in ways buyers notice immediately. The print stays light, the fabric keeps its original feel, and detailed color transitions reproduce cleanly when the file and garment are right for the process.

The process in plain English
In production, the steps look like this:
The file is set up for transfer
The artwork is mirrored so it reads correctly after pressing.The transfer is printed
Sublimation ink sits on the paper until heat activates it.The garment is positioned carefully
Alignment matters, especially on jerseys, all-over prints, and repeat event orders where every piece needs to match.Heat and pressure drive the dye into the fabric
The dye converts to gas and bonds with the polyester.The shirt cools and the image stays in place
The color remains embedded in the fibers.
On paper, that sounds simple. In a real shop, consistency is what separates a clean run from a frustrating one. Press temperature, dwell time, pressure, moisture in the garment, and transfer placement all have to stay controlled.
What happens during pressing
The chemistry is the reason sublimation feels different from screen printing or transfers. With those methods, a printed layer sits on the fabric surface. With sublimation, the fabric itself carries the image.
That matters on large event orders and performance apparel. People notice breathability. They notice whether a shirt feels stiff after decoration. They also notice whether names, numbers, and multi-color art still look sharp after repeated wear and washing.
This is also why sublimation can handle complex visuals so well. Photo-based artwork, layered textures, soft fades, and edge-to-edge color transitions print without adding thickness to the garment.
Why precision matters on real orders
A good sublimation result depends on process control more than sales language. At T-Shirt Envy, the jobs that go smoothly usually have four things working in sync:
Correct fabric content so the dye has polyester to bond with
Stable heat settings so color develops evenly
Even pressure and clean contact so you avoid ghosting and weak areas
Print-ready artwork so the press is not asked to fix file problems
Each of those affects turnaround too. If artwork needs repair, if panels are cut off-grain, or if a garment picks up moisture before pressing, production slows down. For a business owner or event planner working against a deadline, that is the practical side of the science.
A proven process, not a novelty
Dye sublimation has been around for decades. According to ComboInk’s history of dye sublimation printing, the process started in France in 1957 with Noël de Plasse’s work on sublimating dyes, and later advanced in the United States through early computer-controlled printer development.
That long history matters for one reason. Buyers can treat sublimation like a specialty effect, but in the right application it is a dependable production method. The key question is not whether the science works. The key question is whether the garment, artwork, and timeline fit the process.
Your Canvas Choosing the Right Materials and Designs
The garment choice makes or breaks sublimation long before the press turns on. Buyers often focus on artwork first, but the shirt serves as the foundation. If the material is wrong, the print won’t perform the way you expect.
Why polyester wins
Sublimation works best on 100% polyester because the dye bonds with polymer-based fibers. That’s where the vivid color, soft feel, and durability come from.
If someone asks for sublimation on cotton, the honest answer is that it’s the wrong method for a true, lasting result. According to Vapor Apparel’s dye sublimation FAQ, attempts to use non-poly fabrics, even with pre-treatment sprays, often lead to muted color and poor wash durability.

What blends actually do
Blends aren’t automatically bad. They just change the look.
A higher-poly blend can still produce strong results. A lower-poly blend usually softens the image and pushes it toward a faded or vintage appearance. Sometimes that’s intentional. A lifestyle brand may want that worn-in feel. A sports program usually doesn’t.
If you’re still deciding on garment type, it helps to compare softness, structure, and print behavior before ordering. This guide to the best fabric for T-shirts is useful when you’re weighing polyester against cotton-forward options for different jobs.
Shop-floor reality: A rushed order is not the time to experiment on mystery blends or bargain blanks with unclear fabric content.
Light garments matter too
Sublimation inks are translucent. That means the shirt color affects the final print. White and very light polyester garments give the cleanest, brightest result.
Dark garments create immediate limitations because there’s no white ink layer underneath the design. If your concept depends on bright highlights, crisp contrast, or exact brand color control, the blank color has to support that.
Design choices that print well
Good sublimation art isn’t only about creativity. It’s about building a file for the process.
A few practical standards matter:
Use high-resolution artwork: Soft source files produce soft prints.
Build with print color in mind: Strong files are prepared for print output, not just screen viewing.
Account for garment construction: Seams, collars, edges, and folds can affect final placement.
Keep scale intentional: Tiny details may not read the same across a full garment panel.
All-over design needs planning
All-over prints create some of the most impressive sublimation apparel, but they also expose weak planning fast. If a pattern has to align across panels, or a logo needs to avoid seams, that needs to be addressed before production.
For pre-made garments, expect some practical limits. Edge areas, underarms, and seam-adjacent spots can behave differently than a perfectly flat test panel. That doesn’t mean all-over sublimation isn’t worth it. It means the artwork should be designed with the garment in mind, not forced onto it afterward.
Weighing Your Options The Pros and Cons of Dye Sublimation
A rush order is where dye sublimation either proves its value fast or shows its limits immediately. If the artwork is full color, the garment is polyester, and the design needs to stay soft and breathable, sublimation is often the cleanest path. If the order calls for black cotton tees with bright white elements, it is the wrong tool from the start.
That distinction matters in real production. Good print decisions come from matching the method to the garment, the timeline, and the visual goal.
Where sublimation shines
Sublimation earns its place on jobs that need color range, comfort, and staying power without a heavy print feel.
High-impact color for complex art: Gradients, photo detail, texture, and layered graphics reproduce well.
Soft hand feel: The image becomes part of the fabric instead of sitting on top of it.
Durability on the right garment: The print holds up well because there is no transfer or thick ink layer to crack or peel.
Strong fit for performance apparel: Jerseys, fishing shirts, workout tops, and event wear are common wins.
Efficient for custom runs: Names, numbers, sponsor graphics, and full-coverage artwork are easier to produce than they are with many traditional methods.
For event planners and growing brands, that last point is practical, not theoretical. Sublimation handles complex visuals without forcing the design into a simplified spot-color layout, which helps on short timelines and approval-heavy projects.
Where it gets restrictive
The same process that makes sublimation look so clean also creates clear boundaries.
Fabric options are narrower: Polyester and high-poly blends are the primary targets.
Light garments produce the best result: Ink does not cover dark fabric the way other methods can.
Cotton is a poor fit for true sublimation: The image may look acceptable at first, but it will not perform like it does on polyester.
Finished garments can introduce inconsistency: Seams, folds, underarm areas, and edges do not always accept color as evenly as flat panels.
Some jobs need a different method: Dark shirts, exact white elements, and certain mixed-fabric orders are usually better handled another way.
This is the part buyers appreciate hearing early. It is better to rule sublimation out before proofing than to force it onto a garment that will not support the result.
If the order depends on black cotton, bright white ink, or a print area that crosses difficult seams, choose another process and save the time.
The decision point
Dye sublimation is a strong production choice when the shirt and the artwork work with the chemistry. It is especially useful for rush event apparel, teamwear, branded performance pieces, and design-heavy projects that would lose impact if you had to simplify the art.
It gets weaker fast when material, garment color, or construction fight the process. At T-Shirt Envy, that is usually the line we draw first, because it prevents reprints, missed deadlines, and disappointed customers later.
Sublimation vs The Competition A Print Method Showdown
There isn’t one print method that wins every job. The right choice depends on fabric, artwork, order size, finish, and how the garment will be used. Sublimation earns its place by doing specific jobs exceptionally well.
Print Method Comparison Guide
| Method | Best For | Feel on Shirt | Color Vibrancy | Durability | Fabric Type | Ideal Order Size |
|---|---|---|---|---|---|---|
| Dye Sublimation | Performance wear, all-over prints, photo-heavy polyester apparel | Soft, no heavy surface layer | Excellent on white or light polyester | Strong when paired with proper polyester garments | Polyester and high-poly blends | Small runs, custom pieces, teamwear, event apparel |
| DTG | Detailed full-color art on cotton tees | Soft on suitable garments | Strong for front-and-back graphic work | Good when the garment and care are right | Cotton and cotton-forward apparel | Small runs and on-demand orders |
| DTF | Versatile logo placement and multi-fabric decoration | Noticeable transfer layer compared with sublimation | Bold and flexible across many garment types | Durable for many common use cases | Broad fabric compatibility | Small to mid-size runs, mixed garments |
| Screen Printing | Simple to moderately complex graphics across larger runs | Ink layer varies by design and ink load | Strong, especially for bold spot-color graphics | Durable with proper production and care | Many common apparel fabrics | Larger runs where repeatability matters |
| Embroidery | Premium polos, caps, jackets, uniforms | Textured stitched finish | Not a photo-based method | Long-lasting stitched decoration | Many structured garments and accessories | Small to large runs where a stitched look fits |
When sublimation is the clear winner
Sublimation is hard to beat when the job calls for performance fabric and high-detail color. Team jerseys, fishing shirts, branded athletic tops, and event apparel with dramatic graphics all fit naturally here.
It’s also the method to consider when the design shouldn’t change the hand of the garment. That matters for moisture-wicking shirts and lightweight apparel that people need to move in comfortably.
When another method is smarter
If the order is mostly cotton tees, DTG often makes more sense. If you need one logo across a mix of hoodies, bags, and work shirts, DTF can be the easier production path. If the project is a large run with a straightforward graphic, screen printing may offer the cleanest operational fit. If the goal is a polished stitched chest logo, embroidery owns that lane.
For buyers comparing film-based options, this breakdown of direct-to-film vs direct-to-garment helps clarify where each process fits.
Hybrid jobs need more caution
One common misunderstanding is assuming a sublimated garment can always be decorated again later with no risk. That’s not guaranteed. Heat-applied add-ons can create complications on sublimated polyester, especially if the second process uses temperatures that wake the original dyes back up.
That doesn’t make hybrid decoration impossible. It just means the workflow has to be chosen carefully.
The smartest print shops don’t force one machine onto every order. They match the process to the garment, the deadline, and the design objective.
A practical selection framework
If you’re deciding quickly, ask these five questions:
What fabric am I using? Polyester points toward sublimation. Cotton points elsewhere.
Do I need all-over color? Sublimation jumps to the front.
Does the shirt need to stay ultra-breathable? Sublimation has a clear advantage.
Is the garment dark? Consider alternatives.
Will I add names, numbers, or secondary decoration later? Plan that before production starts.
That last question matters more than many buyers realize.
Bringing Ideas to Life Top Use Cases for Sublimation
The easiest way to understand sublimation is to look at the jobs it handles well. It’s not just a print method for one niche. It serves very different buyers for the same underlying reason. It delivers strong color on polyester-based products without making the garment feel overloaded.

Team uniforms and sportswear
This is one of the most natural fits. Coaches and athletic organizers need apparel that looks sharp, stays breathable, and handles active use. Sublimation works especially well for jerseys, shooting shirts, training tops, and fan gear where logos, patterns, and player personalization all need to coexist.
The print becomes part of the fabric, so the shirt keeps the feel athletes expect from performance wear.
Event shirts that need more than a logo
Festivals, tournaments, brand activations, expos, and charity runs often need apparel that does more than identify staff. The shirt itself becomes part of the experience.
That’s where sublimation helps event planners who want:
Sponsor-heavy layouts: Multiple logos without a thick print stack
Bold wayfinding color: Staff apparel that stands out fast
Memorable merch: Shirts attendees want to keep
Fast visual differentiation: Different roles can be marked with color and pattern, not just chest text
Creator merch and artist drops
Artists and small brands often need freedom more than volume. They want vivid illustrations, layered textures, or repeating graphics that don’t look reduced for the sake of production.
Sublimation gives them room to create apparel that feels closer to the original artwork. That matters for limited runs, launch collections, and one-off concepts where visual identity does the selling.
Here’s a useful visual on how sublimation works in practice:
Corporate apparel that doesn’t look generic
Trade show teams, field reps, and internal event staff often want branded apparel that feels more modern than a basic logo print. Sublimated polos and performance shirts make sense when the brand needs color, polish, and comfort in the same garment.
That can include patterned side panels, tonal backgrounds, sponsor integration, and location-specific event branding without creating a heavy print feel.
Accessories and specialty items
Sublimation also extends beyond standard tees. Depending on the item and material, buyers often explore bags, can holders, and other promotional pieces that benefit from full-color graphics.
Those jobs require the same discipline as apparel. Material compatibility and surface shape still matter. But for the right blank, sublimation can create a much more custom look than a simple one-color mark.
Ordering and Caring for Your Dye Sublimation Apparel
Ordering sublimation goes more smoothly when the file, garment, and deadline are aligned early. Most problems don’t start at the press. They start when the artwork isn’t sized correctly, the wrong blank gets chosen, or a customer assumes any shirt can be sublimated.

How to place a cleaner order
A better order usually includes four things up front:
Your intended garment type
Specify whether you need tees, jerseys, polos, or accessories.Your artwork in the best available format
Clean production files reduce delays and guesswork.Your deadline and quantity expectations
Rush jobs are possible, but they need the right blank in stock.Any add-on decoration plans
Names, numbers, or extra logos should be discussed before production.
If you’re ordering on the go, the TSE mobile app is useful for uploading designs, reviewing order details, and tracking production status without getting tied to a desktop. For buyers ready to spec a product directly, the full color T-shirt sublimation option shows a typical starting point for this type of order.
Care instructions that protect the print
Sublimation is durable, but good care still helps the garment last longer overall.
Wash with care: Use normal laundering habits that are appropriate for performance apparel.
Turn garments inside out: This reduces surface abrasion during the wash.
Use lower heat when possible: High dryer heat is harder on garments over time.
Avoid harsh treatment: Aggressive wash conditions wear out apparel even when the print stays intact.
A pro note on over-decorating
Adding a second decoration to a sublimated garment takes caution. According to Transfer Express guidance on avoiding dye migration during heat printing, heat used for a later application can reactivate sublimation dyes and cause them to migrate or bleed into the new layer.
Production warning: If you want to add a vinyl number or DTF logo onto an already sublimated item, ask about low-temperature application methods before the job is approved.
That single conversation can prevent a lot of avoidable problems.
Start Your Vibrant Print Project Today
Dye sublimation apparel makes sense when you need color that stays bold, a print that keeps the garment comfortable, and design freedom that goes beyond a standard chest graphic. It’s especially strong for sportswear, event gear, branded performance apparel, and creator merch built around visual impact.
The key is using the right garment, the right file prep, and the right production plan. That’s where experienced print guidance matters.
Experience Quick, Quality, Printing!™ with T-Shirt Envy. Start your custom order on our website today, or download the TSE mobile app to create your design in minutes.
Ready to launch apparel that looks sharp and arrives fast? T-Shirt Envy can help you choose the right print method, prep your artwork, and get your custom order moving. Start your custom order today.




